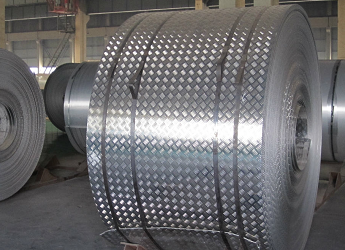
铝卷生产轧制的三个步骤
铝卷生产轧制的三个步骤有什么?下面随福建铝卷的小编一起来看看。
1、铝板带轧制。要使铝板带变软关键借助轧制力,因而板厚自动控制系统方法是以恒辊缝为AGC行为主体的调节方法,即便轧制力转变,随时随地调节辊缝使辊缝维持一定值也可以得到厚度一致的板非晶带材。而铝卷轧制至中精扎,因为铝卷的厚度特薄,轧制时,扩大轧制力,使轧辊造成弹性变形比被轧制原材料造成塑性形变更非常容易些,轧辊的延展性挤扁是不可以忽略的,轧辊的弹轧挤扁决策了铝卷轧制中,轧制力已起不上像轧板才那般的功效,铝卷轧制一般是在恒工作压力情况下的无辊缝轧制,调节铝卷厚度关键借助调节后支撑力和轧速度。
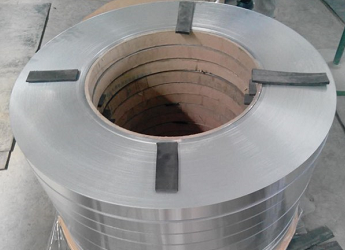
2、叠轧。针对厚度低于0.012mm(厚度尺寸与工作中辊的直徑相关)的特薄铝卷,因为轧辊的延展性挤扁,用一张轧制的办法是艰难的,因而选用双合轧制的方式,即把二张铝卷正中间再加上润滑脂,随后合起來开展轧制的方式(也称叠轧)。叠轧不但能够轧制出一张轧制不可以生产制造的特薄铝卷,还能够降低缎带频次,提升劳动效率,选用此类加工工艺能大批量生产出0.006mm~0.03mm的单层光铝卷。
3、速度效用。铝卷轧制全过程中,箔材厚度随轧制度的升度而变软的情况称之为速度效用。针对速度效用原理的定义尚有待深层次的科学研究。